Ручны электрод з нержавеючай сталі E347-16 Электрод-носьбіт звадкаванага прыроднага газу




ТЭХНАЛОГІЯ ЗВАРЧАННЯ
Не дазваляйце пытанні
Працягвайце пераследваць вас

Нестабільнасць дугі

Непрывабная лепка

Празмерныя пырскі
Тытан кальцыевага тыпу
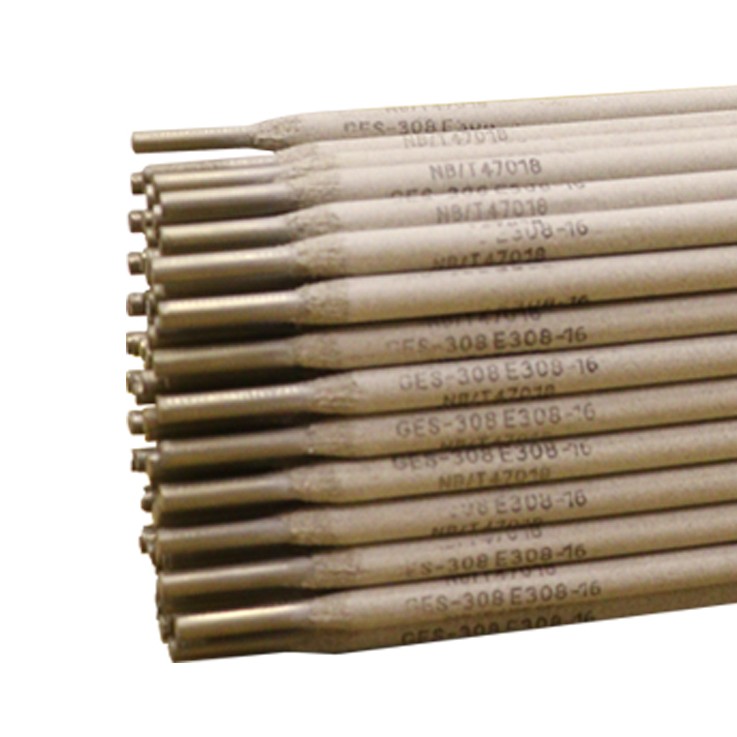
ручной электрод з нержавеючай сталі
Асноўны кампанент - 18% Cr- 9% Ni-Nb
Пульсацыя добрая
Тытан кальцыевага тыпу
ручной электрод з нержавеючай сталі
Высокая ўстойлівасць да карозіі

Лёгкае зашлакованность
Параметр прадукту
ХІМІЧНЫ КОМПАНЕТ:
| СПЛАЎ (мас.%) | C | Mn | Si | Cr | Ni | Mo | P | S | яшчэ | |
| ПРАВІЛЫ GB/T | 0,08 | 0,5-2,5 | 1.00 | 18.0-21.0 | 9,0-11,0 | 0,75 | 0,04 | 0,03 | Cu0,75/Nb: 8C-1,00 | |
| ПРАВІЛЫ AWS | 0,08 | 0,5-2,5 | 1.00 | 18.0-21.0 | 9,0-11,0 | 0,75 | 0,04 | 0,03 | Cu0,75/Nb: 8C-1,00 | |
| ПРЫКЛАД ЗНАЧЭННЯ | 0,041 | 1,55 | 0,7 | 19.7 | 9.4 | 0,2 | 0,028 | 0,003 | Cu0,13/Nb0,50 | |
МЕХАНІЧНАЯ ЎЛАСЦІВАСЦЬ:
| УЛАСНАСЦЬ | Мяжа цякучасці (МПа) | ТРЫЎНАСЦЬ НА РАСЦІГАННЕ (МПа) | IMAPACT ЗНАЧЭННЕ Дж/℃ | РАСЦІГАННЕ (%) | ||||
| ПРАВІЛЫ GB/T | - | 520 | - | 25 | ||||
| ПРАВІЛЫ AWS | - | 520 | - | 30 | ||||
| ПРЫКЛАД ЗНАЧЭННЯ | - | 645 | - | 34 | ||||
РЭКАМЕНДУЕМЫЯ ПАРАМЕТРЫ ЗВАРКИ:
| ДЫЯМЕТРЫ СПЕЦЫФІКАЦЫІ (мм) | 2,0*250 | 2,6*300 | 3,2*350 | 4,0*350 | 5,0*350 | |||||
| ЭЛЕКТРЫЧНАСЦЬ (Узмацняльнік) | Г/В | 50-75 | 70-95 | 80-120 | 110-160 | 160-190 | ||||
| O/W | 20-50 | 45-80 | 70-110 | 90-135 | - | |||||
Завадская падтрымка




Прадукт падыходзіць для а
шырокі спектр прымянення
ТЭХНАЛОГІЯ ЗВАРЧАННЯ

Вежа для аднаўлення фенолу Хайнань Хуашэн

Месца наплаўкі труб GDS-2209/GXS-E330

2,3 мільёна барэляў SBM Fast4ward FPSO
ХІМІЧНЫ КОМПАНЕТ:
| СПЛАЎ (мас.%) | C | Mn | Si | Cr | Ni | Mo | P | S | яшчэ | |
| ПРАВІЛЫ GB/T | 0,08 | 0,5-2,5 | 1.00 | 18.0-21.0 | 9,0-11,0 | 0,75 | 0,04 | 0,03 | Cu0,75/Nb: 8C-1,00 | |
| ПРАВІЛЫ AWS | 0,08 | 0,5-2,5 | 1.00 | 18.0-21.0 | 9,0-11,0 | 0,75 | 0,04 | 0,03 | Cu0,75/Nb: 8C-1,00 | |
| ПРЫКЛАД ЗНАЧЭННЯ | 0,041 | 1,55 | 0,7 | 19.7 | 9.4 | 0,2 | 0,028 | 0,003 | Cu0,13/Nb0,50 | |
МЕХАНІЧНАЯ ЎЛАСЦІВАСЦЬ:
| УЛАСНАСЦЬ | Мяжа цякучасці (МПа) | ТРЫЎНАСЦЬ НА РАСЦІГАННЕ (МПа) | IMAPACT ЗНАЧЭННЕ Дж/℃ | РАСЦІГАННЕ (%) | ||||
| ПРАВІЛЫ GB/T | - | 520 | - | 25 | ||||
| ПРАВІЛЫ AWS | - | 520 | - | 30 | ||||
| ПРЫКЛАД ЗНАЧЭННЯ | - | 645 | - | 34 | ||||
РЭКАМЕНДУЕМЫЯ ПАРАМЕТРЫ ЗВАРКИ:
| ДЫЯМЕТРЫ СПЕЦЫФІКАЦЫІ (мм) | 2,0*250 | 2,6*300 | 3,2*350 | 4,0*350 | 5,0*350 | |||||
| ЭЛЕКТРЫЧНАСЦЬ (Узмацняльнік) | Г/В | 50-75 | 70-95 | 80-120 | 110-160 | 160-190 | ||||
| O/W | 20-50 | 45-80 | 70-110 | 90-135 | - | |||||
-
Нержавеючая сталь Ручной электрод E308L-16 мета...
-

Нержавеючая сталь Ручная зварка электродам E318-16 ...
-

Зварачны дрот TIG для нержавеючай сталі ER316L пра...
-

Парошкавы дрот з нержавеючай сталі E316LT1-4 Бяспечны...
-

Нержавеючая сталь Ручной электрод E2553-16 Прадаецца...
-
Парошкавы дрот з нержавеючай сталі E2594T1-1 для зваркі...






Напішыце тут сваё паведамленне і адпраўце яго нам